SmartWash® Solutions
White Paper
The SmartWash Solutions system of products is a revolutionary advancement that enables food processors to significantly raise the bar on food safety, cost savings, process control, line efficiency and monitoring capabilities. The SmartWash® family of chemicals consists of food wash enhancers developed by SmartWash Solutions to boost the effectiveness of standard chlorine-based systems. The outstanding performance of SmartWash guarantees consistent pathogen removal and cross-contamination mitigation of E. coli and Salmonella (when used correctly), resulting in fewer recalls that cost the food processing industry billions of dollars per year. The SmartWash Solutions system is a powerful combination of science, engineering and technology that improves food safety, increases efficiency and saves money.
SCIENCE
In food processing and fresh-cut produce environments, chlorine is the most effective sanitizer used for product wash water, food transport flumes, equipment rinses and hand dips due to its ability to significantly reduce levels of bacteria, yeasts, molds, spores and viruses. The key, however, is balance.
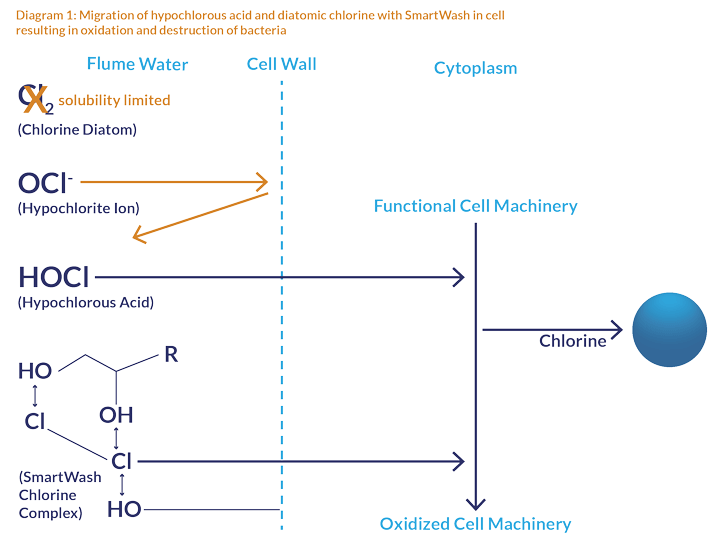
Of the multiple forms of chlorine added to wash water, sodium hypochlorite is the most widely used for food processing. When dissolved in water, sodium hypochlorite forms three derivatives of free chlorine: hypochlorite ion, chlorine diatom and hypochlorous acid. In concentration, hypochlorous acid is the most effective biocidal form of chlorine (Connell 1996; Zagory 2000). In addition, the chlorine diatom is able to breach bacterial cell walls, generating additional hypochlorous acid in the cytoplasm. This combination allows for the greatest antimicrobial effect in solution. When SmartWash chemicals are introduced to chlorine-based wash systems, they increase the formation of hypochlorous acid and chlorine diatom while minimizing creation of the more ineffective hypochlorite ion (Diagram 1).
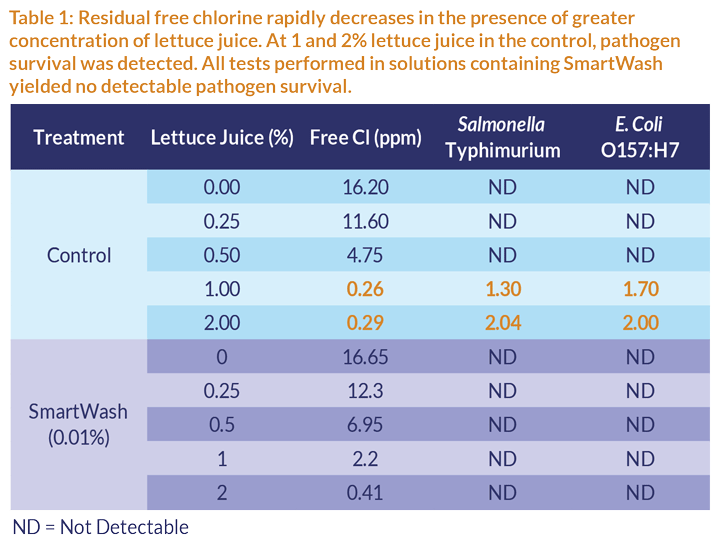
One of the largest inhibitors of chlorine effectiveness is organic material located in wash water (Lou, 2011), including the product being processed as well as foreign materials brought in on raw product. This reduced chlorine efficacy allows pathogens to survive longer in wash systems, creating more opportunity for cross-contamination. With the increased concentration of hypochlorous acid and chlorine diatom created by SmartWash chemicals, cross-contamination is eliminated in water containing a higher percentage of organic material (Table 1).
By replacing citric acid in chlorine-based wash systems with the SmartWash family of chemicals, processors are able to operate at a much lower pH range and use less chlorine. Citric acid consumes chlorine added to wash water, meaning processors need to continually add more chlorine to the solution to avoid negating its sanitizing effect. As more chlorine is added, it has the potential to put employees at risk due to the creation of chloramines which can contribute to an unsafe work environment and OSHA violations. With SmartWash and SmartWash Organic, wash lines can operate at a pH as low as 3.5 and use less chlorine without any of these adverse effects or damaging the product being processed. Some very delicate, tender commodities (such as herbs) can be damaged by processing at a low pH.
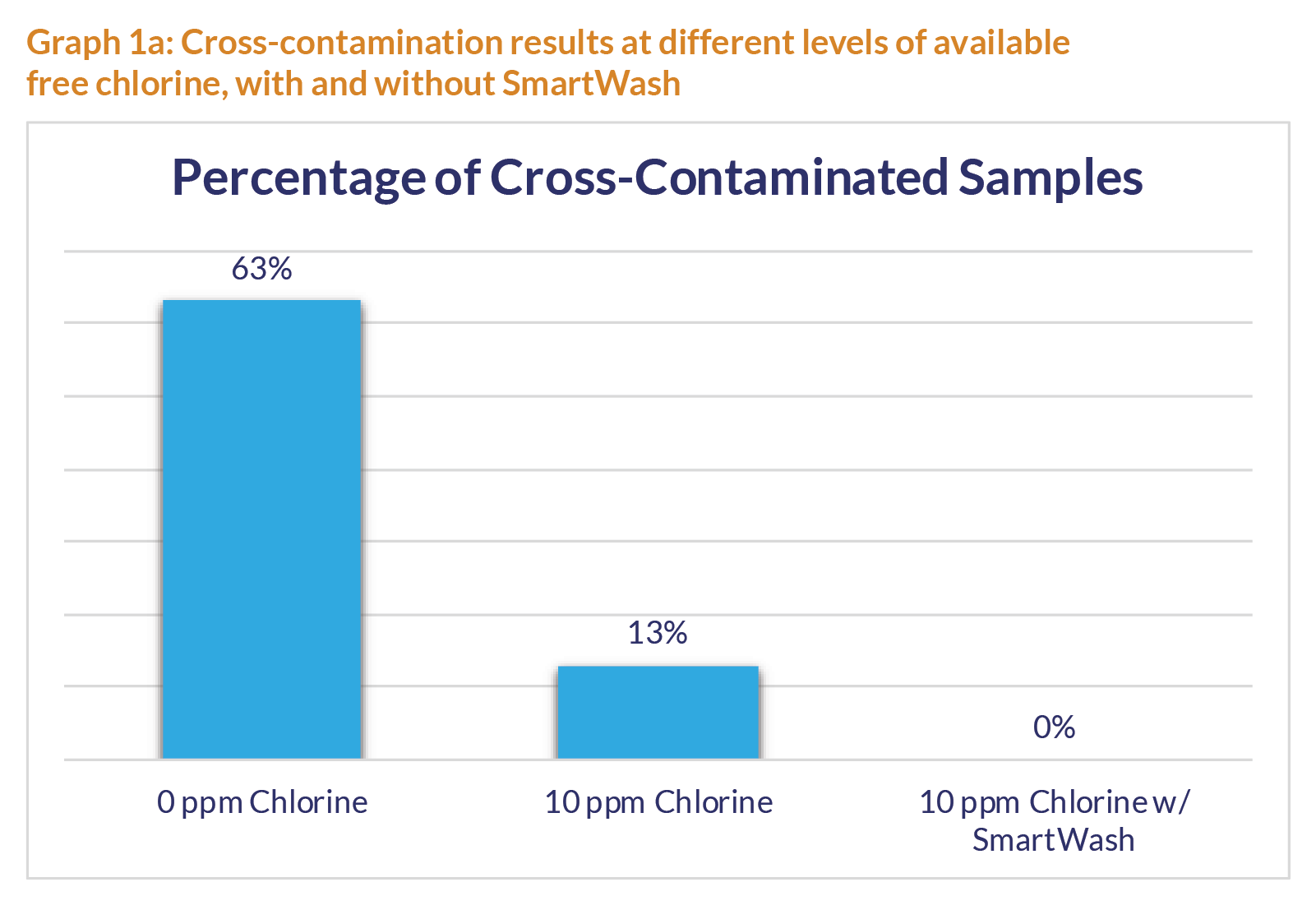
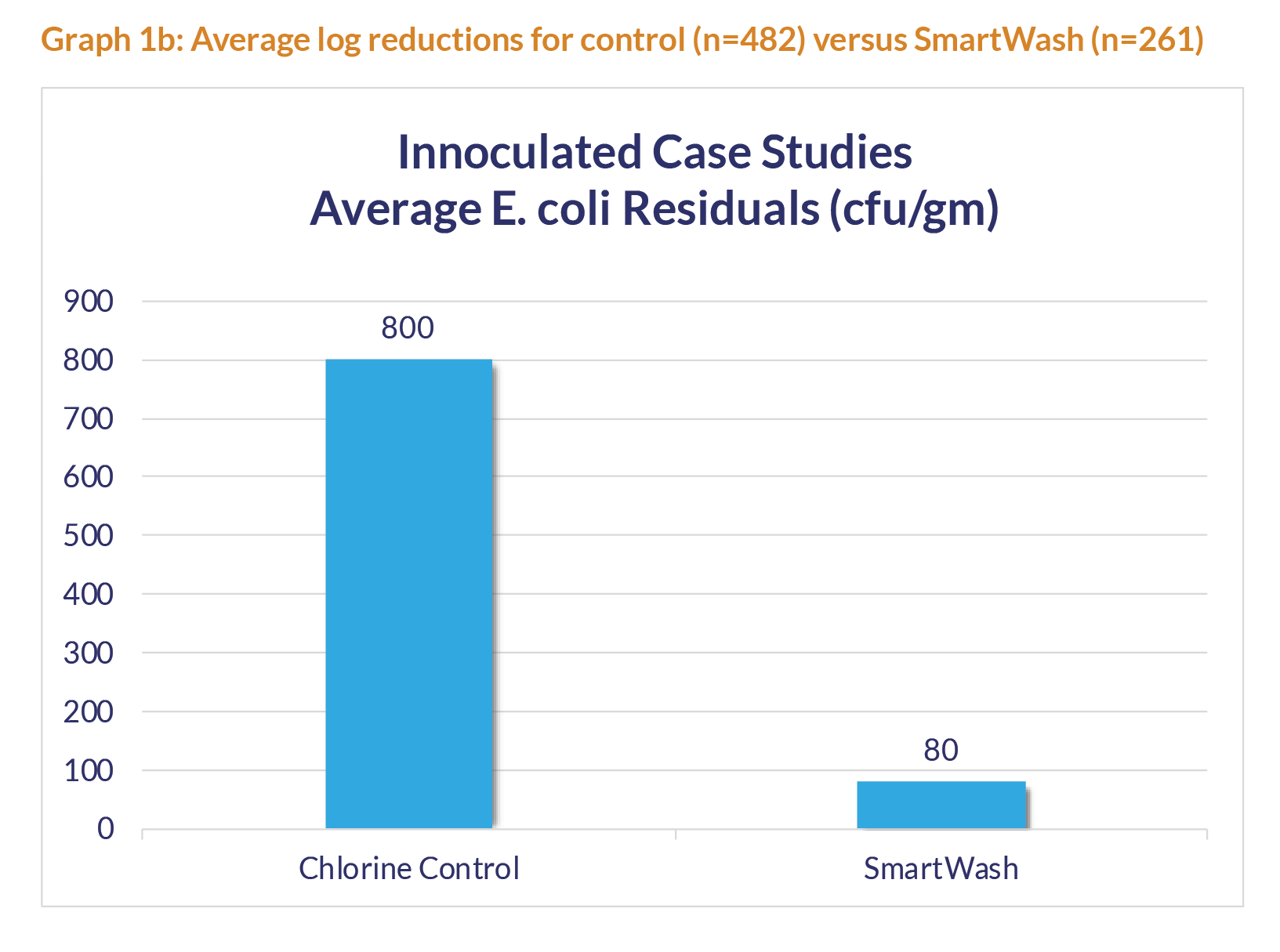
Over a period of three years, 60,000 produce samples were taken from fields and tested. The results proved that pathogen presence is non-uniform in distribution and levels, with roughly 99.975% of the product free from defect. With such a small percentage of contaminated product at the field level, why has the industry suffered such catastrophic outbreaks? The answer is simple: cross-contamination is occurring within the wash stage of processing. SmartWash Solutions conducted research which shows that 63% of product is effectively cross-contaminated when washed with inoculated product in water with 0 ppm of available free chlorine. Contamination is reduced to 13% when the product is washed in water with 10 ppm of free chlorine and a pH of 6.5 (using citric acid). When washed in 10 ppm of free chlorine with SmartWash added at a pH of 5.5, cross-contamination is effectively eliminated (Graph 1a). Additionally, we found that inoculated E. coli was reduced by almost two logs more than the control (Graph 1b). Data and results provided by USDA-ARS research supports the research performed by SmartWash Solutions during the development and initial launch of SmartWash Original (2007-2011).
The SmartWash family of chemicals is special in its ability to maintain high enough levels of free chlorine to attack gram negative bacteria with truly remarkable effectiveness. Our science shows SmartWash enables chlorine to preferentially migrate to capsule lipopolysaccharides. There, it gains a foothold from where it can penetrate the cytoplasm with lethality. To eliminate outbreaks, SmartWash is designed to increase and maximize the effectiveness of the most powerful anti-microbial weapon in existence: chlorine.
ENGINEERING
Our team of expert engineers at SmartWash Solutions has developed a proprietary delivery system for SmartWash chemicals that gives you control of wash water chemistry and maintains optimum chlorine and pH levels. The Automated SmartWash Analytical Platform (ASAP)™consists of many integrated components and sensors to create a highly precise and turnkey solution to wash water chemistry control. When implemented, the (ASAP) control system provides dependable output and control without the need for continuous service. Included with the (ASAP) control system are preventive maintenance visits and continued improvement through system upgrades and control loop tuning.
(ASAP) Pinpoint Process Control™:
- Touch screen interface
- Automatic demand-based injection of chlorine and SmartWash or SmartWash Organic
- Analytical sensors measure levels of pH (0-14), temperature (0-120 F) and free chlorine (0-20 mg/L)
- Dual tank monitors and controls on every unit
- Interlocking to feed belts with the ability to stop production before CCPs are broken or wash water may be approaching risky chemical levels (Preventive Control)
Maintaining the chlorine balance in wash water is integral to food safety operations. SmartWash Solutions Chlorine Sensor Calibration System™ uses advanced technology to measure chlorine levels accurately and efficiently every time. Turbid wash water and operator testing proficiency can affect the accuracy of manual calibration methods, but with our state-of-the-art engineering, chlorine calibration results are precise every time.
TECHNOLOGY
SmartWash Solutions experts have utilized their vast industry knowledge and experience to create Process Pro Data Live (PPDL)™. This cutting-edge technology harnesses your data with ongoing mining and analysis so you can identify chemical control problem areas, ensuring maximum wash line efficiency, increased transparency for customers and the greatest return on your investment. Additionally, PPDL boosts a plant’s food safety program with comprehensive reporting capabilities and the ability to maintain electrode calibration and verification records for a wash line. By combining the “science” and the “engineering,” PPDL provides analytical measurement, remote monitoring and secure, cloud-based data storage. Armed with this powerful technology, managers can make informed decisions from anywhere that increase efficiency and boost the bottom line.
FOOD SAFETY
The SmartWash Solutions system is the single, most effective solution to eliminate outbreaks of food-borne illness in processed food, reducing the risk of recalls by mitigating cross-contamination; SmartWash creates, in effect, chlorine on steroids. The food safety benefits of SmartWash have been validated in research conducted by the U.S. Department of Agriculture-Agriculture Research Service as well as Taylor Fresh Foods and SmartWash Solutions. The published USDA-ARS research results can be found in:
- Journal of Food Protection (Vol. 74, No. 3, 2011, Pg. 352-358. “Determination of Free Chlorine Concentrations Needed to Prevent Escherichia coli 0157:H7 Cross-Contamination During Fresh-Cut Wash”.)
- Journal of Food Science (Vol. 76, No. 3, 2011, Pg. M218-M224. “Chlorine Stabilizer T-128 Enhances Efficacy of Chlorine Against Cross-Contamination by E. coli and Salmonella in Fresh-Cut Lettuce Processing”.)
“In effect, T-128 may act as a ‘safety net’ by providing operators protection from cross-contamination. Over time, as organic load builds in wash water using traditional sodium hypochlorite wash water treatment, the amount of active chlorine sanitizer decreases owing to interactions with organic materials. This condition may permit pathogens, if present, to survive in the wash water and cross-contaminate the produce as it moves through the system. T-128 works by protecting active chlorine as organic loads increase thus diminishing cross-contamination risks.”
Additionally, SmartWash Solutions products and services help to ensure a plant’s wash water meets the stringent food safety requirements under the Food Safety Modernization Act (FSMA) Rule for Preventive Controls for Human Food:
Hazards that are identified in the hazard analysis must have preventive controls in place to ensure those hazards will be minimized or prevented.
Bacterial cross-contamination in wash water is one of the largest factors in food-borne illness outbreaks. SmartWash chemicals effectively eliminate bacterial cross-contamination when used properly. The (ASAP) reduces the risk of a hazard or outbreak by automatically stopping production before a CCP violation.
Monitoring procedures to provide assurance that the preventive controls are consistently performed. Monitoring should be conducted as appropriate to the preventive control.
The (ASAP) monitors and controls wash water chlorine levels and pH, precisely injecting chlorine and SmartWash into the system to maintain optimum levels of each for consistent removal of microbial contaminants. It also monitors water temperature to ensure it is at the appropriate level.
Corrective actions and corrections which identify a problem with preventive control implementation, reduce the likelihood the problem will recur, evaluate the affected food for safety and prevent it from entering commerce. These must be documented with records.
PPDL collects and delivers wash line data in real time, allowing managers to identify and implement corrective actions immediately. With data mining and built-in reporting, PPDL also provides accurate documentation of wash line trends and changes.
Verification activities to ensure preventive controls are consistently implemented and effective including: validating with scientific evidence that a preventive control is capable of effectively controlling an identified hazard; calibration (or accuracy checks) of process monitoring and verification instruments; and reviewing records to verify that monitoring and corrective actions (if necessary) are being conducted.
The (ASAP) monitors wash water chemistry and verifies the temperature, pH and chlorine levels in a wash line. In addition, our Pinpoint Calibration System ensures the wash line’s chlorine sensors are calibrated precisely and consistently. Combined with the powerful PPDL online database, these systems give processors the security of knowing they will meet and exceed the food safety requirements outlined by FSMA.
Current Good Management Practices (GMP’s) now require training as a binding provision of FSMA. Management is required to ensure that all employees who manufacture, process, pack or hold food are qualified to perform their assigned duties. This includes the necessary combination of education, training and/or experience to manufacture, process, pack or hold clean, safe food.
As a part of a SmartWash Solutions partnership, we provide periodic training classes for all of our customers, providing continuing education to the personnel working with and maintaining the SmartWash Solutions equipment in each facility. Some of the topics we have covered in the past include wash water chemistry, wash line operation and food safety, data quality, calibration basics and troubleshooting the (ASAP).
PINPOINT PROCESS CONTROL™
SmartWash Solutions offers a variety of custom line management options, giving processors a powerful tool in process control. We’re able to accomplish what no other wash system can by creating a consistent reservoir of chlorine administered through our proprietary engineering and technology systems, resulting in unparalleled efficiency and food safety.
We are committed to providing food safety solutions for the entire food processing industry. Recognizing the critical need to prevent recurring outbreaks of food-borne illness, SmartWash Solutions provides complete turnkey solutions including baseline assessment and recommendations, commercial scale testing, product installation, integration into client systems and customer support.
COST MANAGEMENT
SmartWash is USDA-validated and is one of the most scientifically tested, processed food wash solutions available. Beyond the lab, SmartWash Solutions has a track record of proven success on the line as well with zero outbreaks, thus avoiding multi-million dollar recalls. With the addition of SmartWash chemicals, wash lines consume less chlorine and require fewer water changes, adding to the return on investment.
SmartWash is the most cost-effective wash enhancement product available. With our semi-customizable (ASAP), there is a solution available that fits every company’s needs and budget. Combined with the Pinpoint Calibration System and Process ProData Live, customers have experienced up to a 10-15 percent reduction in water and chemical usage. The SmartWash Solutions family of products is powerful science in action, and it’s also an important step in risk management: insurance for the product, the brand, the customer and the bottom line.
ANALYTICS
Information is power. Process ProData Live (PPDL) from SmartWash Solutions collects and stores wash line data while also allowing processors to view the data streaming in real time. PPDL utilizes SmartWash Solutions’ vast industry knowledge and experience to analyze and compare data with built-in reports that address all components of process control: water systems, wash systems, chlorine use, line efficiency and food safety. Armed with this powerful data tool, processors can analyze wash line trends to improve efficiency, enhance operations and improve the bottom line.
Once a SmartWash Solutions customized system is integrated, processors can collect and analyze data on an ongoing basis, enabling them to identify problem areas in chemical control and ensure Pinpoint Process Control, peak efficiency, increased throughput and maximum return on investment.
CUSTOMER SERVICE
A SmartWash Solutions integrated system includes more than a family of products; it is also a full-service partnership with ongoing customer service and support. A SmartWash Solutions partnership includes:
- Extensive on-site training at the time of installation
- Scheduled preventive maintenance visits
- Continuous support
- Nearly 24/7 phone-assisted troubleshooting
- Periodic training classes held at SmartWash Solutions
- Online training videos available 24/7
- Special project assistance and custom solutions when needed
REFERENCES
Connell, G. (1996). The chlorination/chloramination handbook. Denver, CO: American Water Works Association.
Lou, Y. (2011). Determination of free chlorine concentrations needed to prevent Escherichia coli O157:H7 cross-contamination during fresh-cut produce wash. Journal of Food Protection, 74(3), 352-358.
Nou, X. (2011). Chlorine stabilizer T-128 enhances efficacy of chlorine against cross-contamination by E. coli O157:H7 and Salmonella in fresh-cut lettuce processing. Journal of Food Science, 76(2).
Zagory, D. (2000). Wash water sanitation: how do I compare different systems? 16th Annual Post Harvest Conference & Trade Show, March 14-15, 2000, Yakima, WA.